استكشف الدليل الشامل لطرق وتقنيات إنتاج دعامات النيتينول الوعائية. تعرّف على عمليات القطع بالليزر والمعالجة الحرارية والصقل بالتحليل الكهربائي.


EN


استكشف الدليل الشامل لطرق وتقنيات إنتاج دعامات النيتينول الوعائية. تعرّف على عمليات القطع بالليزر والمعالجة الحرارية والصقل بالتحليل الكهربائي.

حاليًا، يُعالج أمراض الأوعية الدموية عادةً بالتدخل الوعائي الداخلي أو الجراحة، ولكن التدخل الوعائي الداخلي أصبح الوسيلة الرئيسية لعلاج هذا المرض نظرًا للأنواع المحدودة من الأوعية التي يمكن علاجها بالجراحة، فضلاً عن عيوب الإصابة الشديدة والمضاعفات الخطيرة.
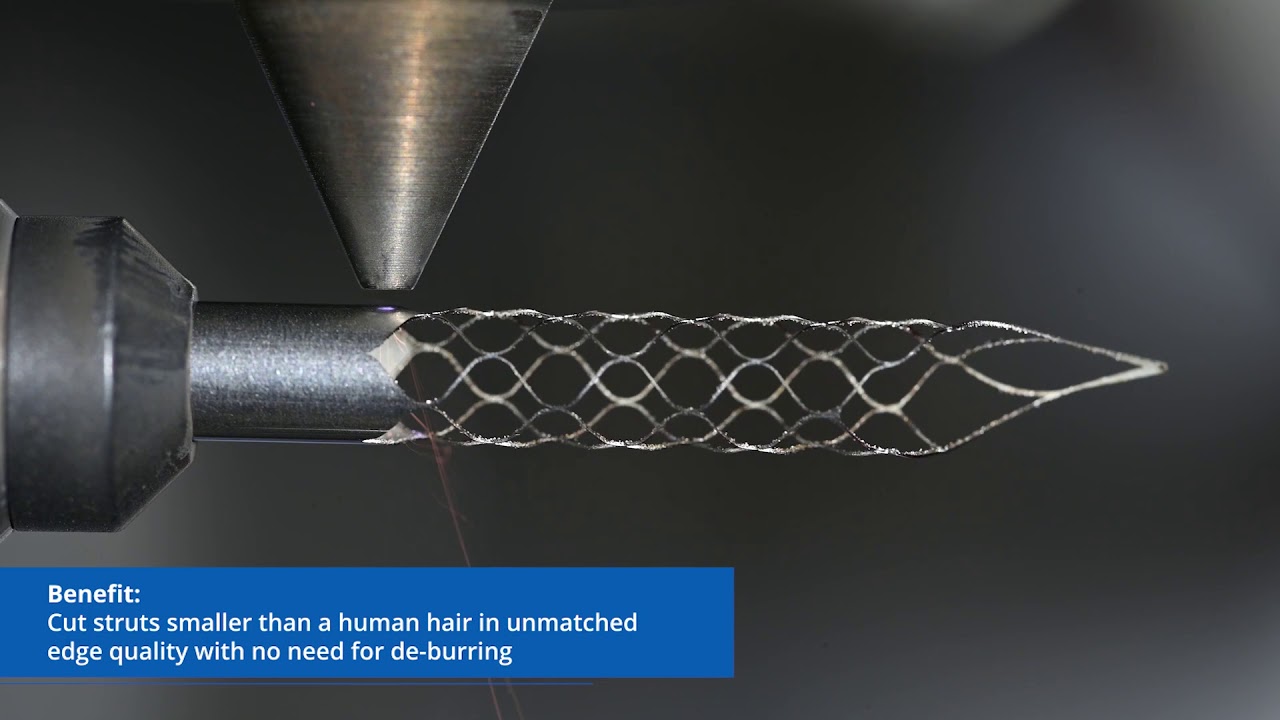
يمكن توسيع التدخلات الوعائية باستخدام الدعامات أو البالونات، على سبيل المثال. يمكن تصنيف الدعامات المزروعة إلى الدعامات القابلة للتوسع بالبالون والدعامات القابلة للتوسع ذاتيًا وفقًا لمبادئها، وتُظهر هيكل الدعامة القابلة للتوسع بالبالون في الشكل 1.
الشكل 1 الدعامة القابلة للتوسع بالبالون
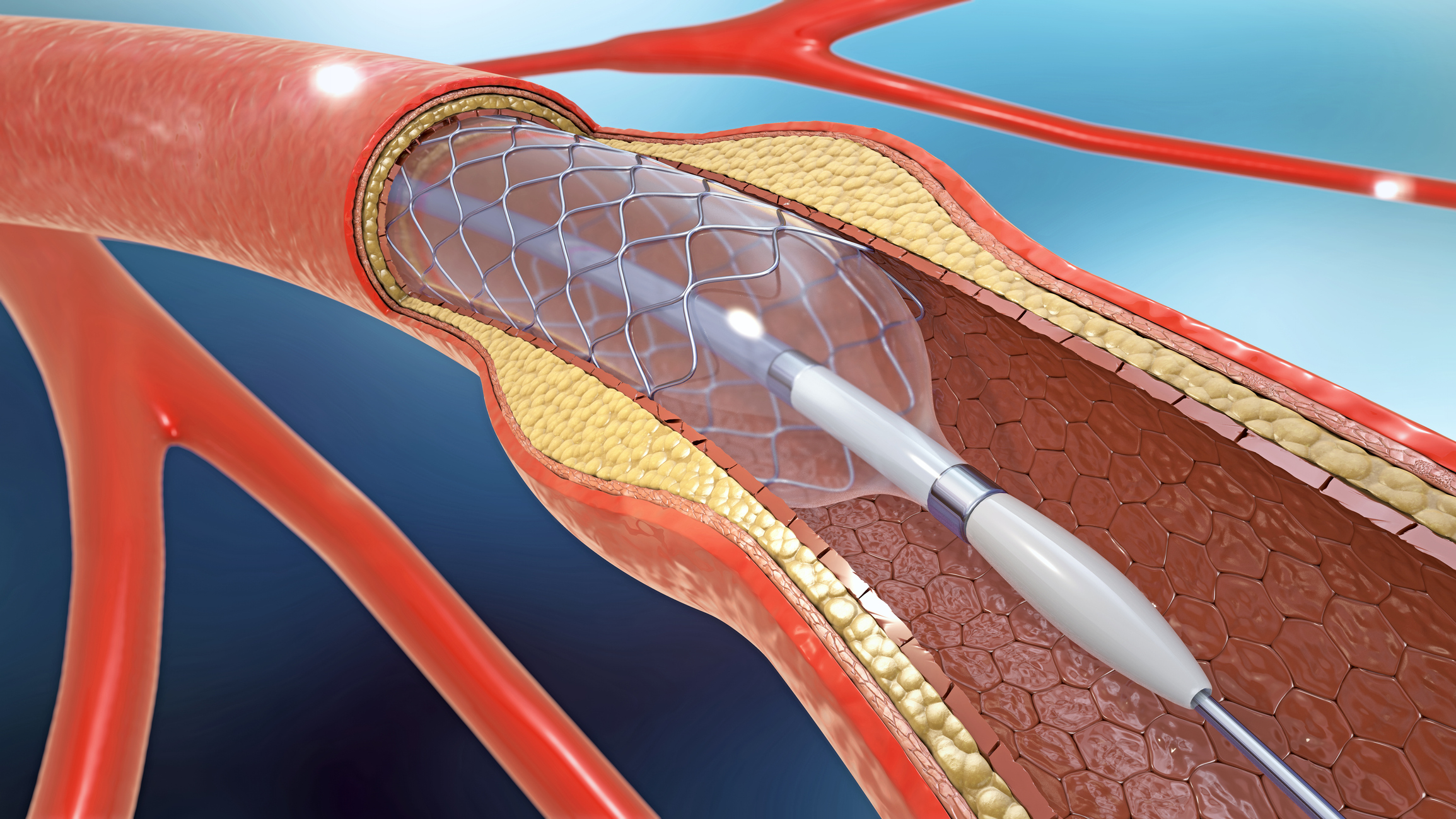
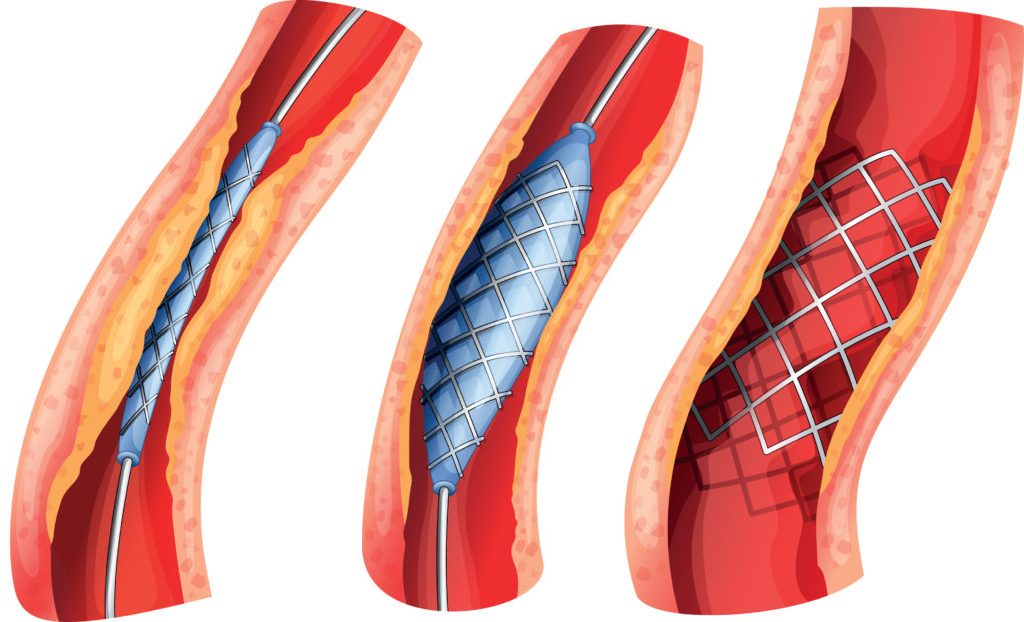
تعد الدعامة القابلة للتوسع بالبالون تقنية الثقب الجلدي الحاصلة عندما يتم نقل الدعامة المثبتة مسبقًا على قسطرة بالونية عبر السلك المرشد مع البالون إلى موقع العيب الوعائي، ومن ثم يتم ضغط البالون لتوسيع الدعامة لدعم الوعاء المصاب. عندما تتوسع الدعامة لتصل إلى حجم قطر الوعاء، يتم إطلاق البالون وسحب القسطرة، مما يترك الدعامة في مكانها للحفاظ على فتح الوعاء.
بالمقارنة مع الدعامات القابلة للتوسع بالبالون، لا تتطلب الدعامات القابلة للتوسع ذاتيًا تطبيق قوة خارجية من خلال توسيع بالبالون في موقع العيب الوعائي، كما هو موضح في الشكل 2. يتم لف الدعامة أولاً إلى قطر صغير عند درجة حرارة منخفضة ثم يتم تسليمها إلى موقع العيب. عندما تزداد درجة الحرارة المحيطة من درجة حرارة الغرفة إلى درجة حرارة الجسم 37 درجة مئوية، تتمدد الدعامة باستخدام حساسية المواد للحرارة بنفسها لدعم الوعاء المصاب.
الشكل 2 التوسيع الذاتي المرسلة
تشمل الطرق المستخدمة عادة في تشكيل الدعامات القطع بالليزر والضفدع، وما إلى ذلك. قد تؤثر الطرق المختلفة للتشكيل على الشكل والأداء للدعامة. تستخدم تقنية القطع بالليزر على نطاق واسع في تصنيع الدعامات الوعائية بسبب مزاياها من عدم الاتصال، وسرعة التصنيع السريعة، والدقة العالية في التشكيل، وتكلفة منخفضة، وهي حاليًا أكثر طريقة شائعة لتشكيل الدعامات (الشكل 3).
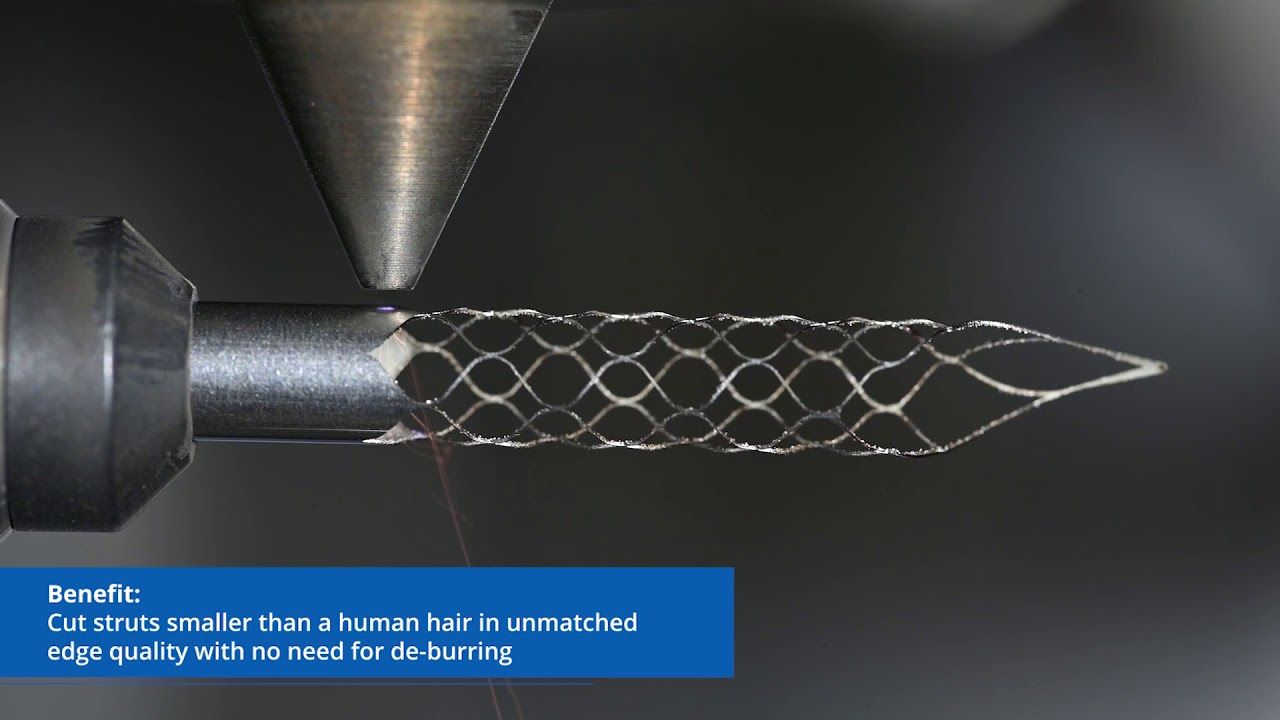
شكل 3 عملية قطع الدعامات بالليزر
يتم تحقيق القطع بالليزر عن طريق تركيز شعاع ليزر عالي الطاقة وتشعيعه على سطح قطعة العمل، مما يتسبب في ذوبان وتبخر المادة في المنطقة المشععة بسرعة، بينما يتم نفخ المادة المنصهرة بمساعدة تيار غاز سريع متحد المحور مع شعاع الليزر.
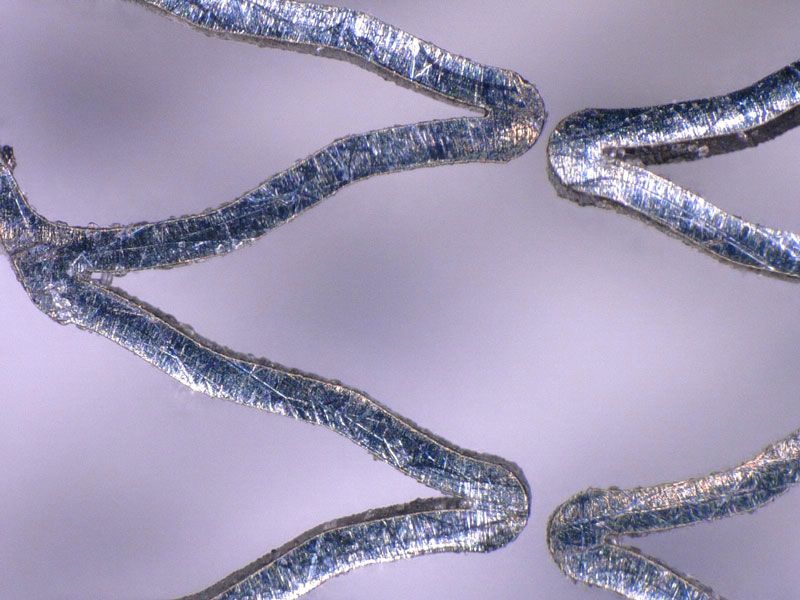
التضفير هو طريقة تصنيع منخفضة التكلفة ومستمرة دون فقدان المواد أثناء العملية. يتم تجديل سلكين أو أكثر حول مغزل معدني لتشكيل هيكل ثلاثي الأبعاد (الشكل 4) تتقاطع الأسلاك المعدنية مع بعضها البعض ولكن لا تتشابك.
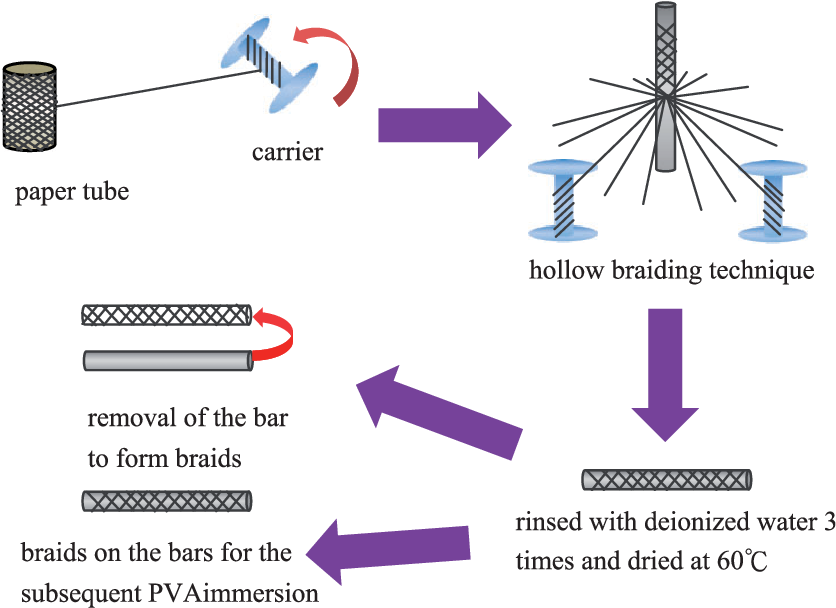
الشكل 4 دعامات وعائية مضفرة
بفضل ذاكرة الشكل والمرونة الفائقة والتوافق الحيوي الجيد، أصبحت سبيكة النيتنول-تي تدريجياً إحدى المواد الخام الرئيسية للدعامات الوعائية (تظهر خصائصها في الشكل 5).
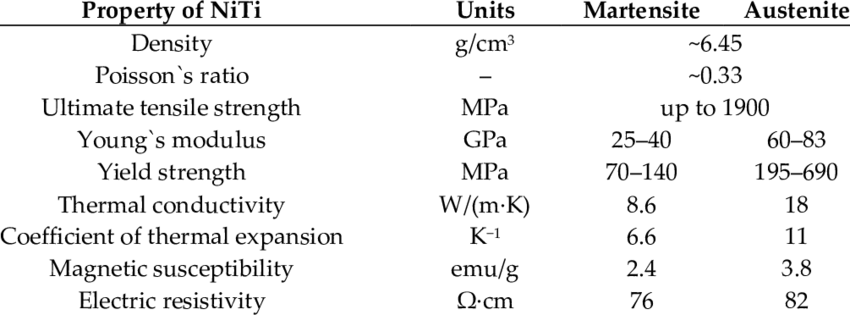
الشكل 5 خصائص سبيكة النيكل-التيتانيوم
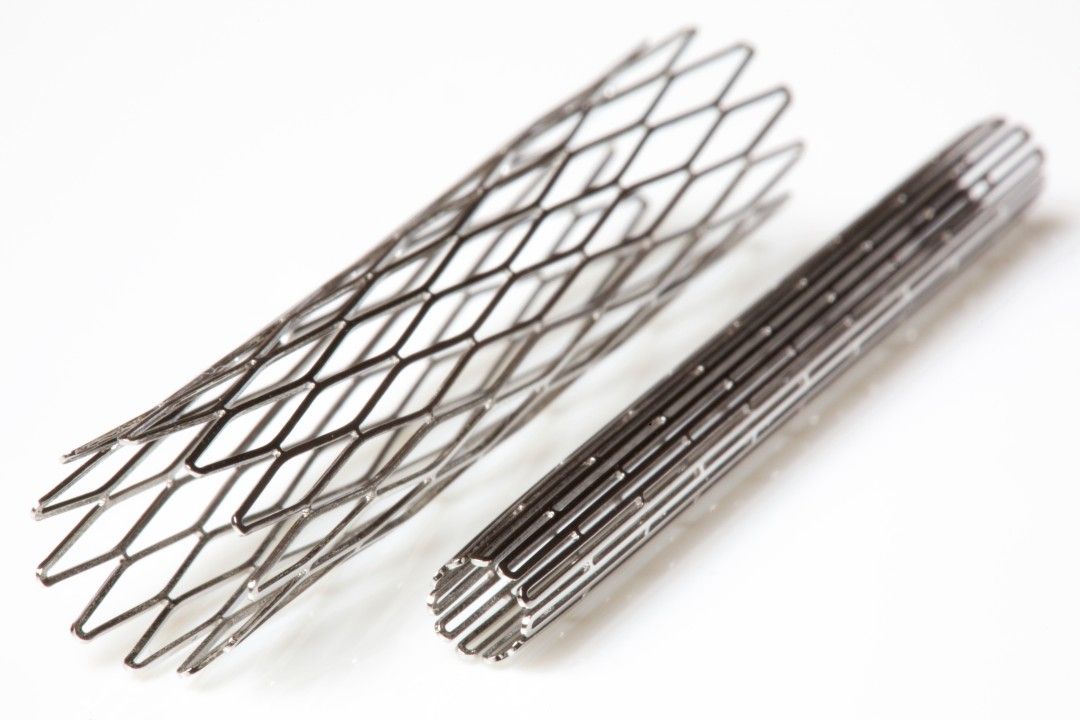
يُظهر تدفق عملية تصنيع الدعامة الوعائية من النيتينول في الشكل 6 أدناه:
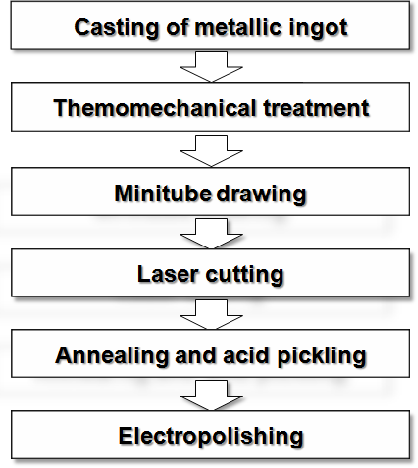
شكل 6 عملية تصنيع الدعامة الوعائية من سبيكة النيكل-التيتانيوم
يُظهر المخطط التوضيحي لآلة القطع بالليزر لقطع الدعامات في الشكل 7. يتم توليد الشعاع الليزري أولاً بواسطة مولد الليزر أثناء عملية القطع، ويتم تغيير اتجاه الشعاع الليزري بواسطة المنعكس. عندما يتم نقل الشعاع إلى الفوهة القريبة، يتم تكبير النقطة. تلعب فوهة الليزر في القطع دورًا أكبر، من جهة، تلعب دورًا في حماية المرآة المركزة من الضرر الناتج عن بقايا القطع، ومن جهة أخرى، تحكم في حجم وتدفق الغاز المستخدم في القطع، مما يجعل من السهل تشكيل النقطة المثالية لليزر.
يصيب الشعاع الليزري سطح الأنبوب عند درجة حرارة فورية تصل إلى عدة آلاف درجة مئوية، مما يؤدي إلى ذوبان فوري في منطقة النقطة القريبة. خلال عملية القطع، يوفر دائرة الغاز لآلة القطع غازًا مساعدًا نادرًا، الذي يهبط عند نقطة الذوبان ليزيل قطرات النيتينول التي وصلت إلى نقطة الذوبان، مما يُزيل المواد، بالإضافة إلى ذلك، يُقلل الغاز المساعد أيضًا من درجة الحرارة السطحية خلال عملية القطع.
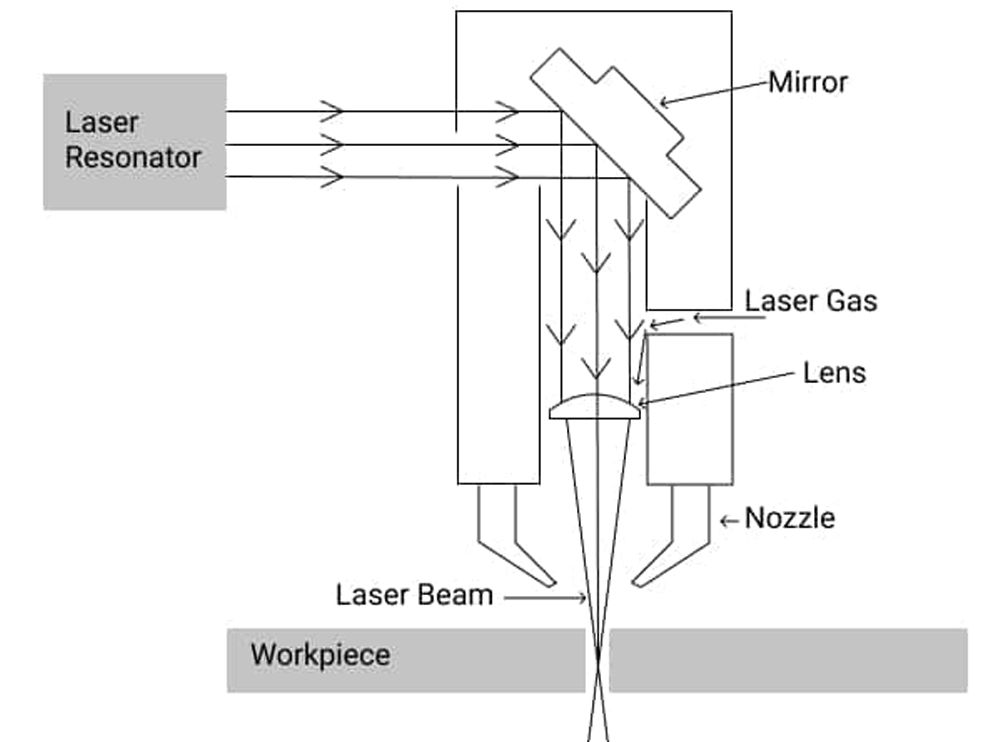
شكل 7 مخطط مبدأ عمل آلة القطع ومخطط منطقة القطع
جوهر قطع الدعامة الوعائية من سبيكة النيكل-التيتانيوم بالليزر هو: عندما يمتص الأنبوب الطاقة الضوئية للنقطة، يصل الجزء من الأنبوب الذي يخضع لتأثير النقطة إلى نقطة التبخير الخاصة به أو نقطة الذوبان، وينفصل عن الأنبوب في شكل بلازما أو ذوبان.
من بينها، وفقًا لمستوى كثافة الطاقة النقطية، ينقسم قطع الدعامات الوعائية من سبيكة النيكل-التيتانيوم بالليزر أساسًا إلى:
(1) القطع بالتبخير: يشير القطع بالتبخير إلى مستوى كثافة الطاقة النقطية أعلى من 108 وات/سم²، حيث تمتص المادة الطاقة لتصل إلى نقطة تبخيرها الخاصة، وتتطاير المادة بشكل بلازما من سطح المادة.
(2) قطع الذوبان: يشير قطع الذوبان إلى مستوى كثافة الطاقة النقطية أعلى من 107 وات/سم²، حيث تصل المادة إلى نقطة ذوبانها الخاصة بشكل مذاب من فتحة القطع.
(3) القطع بمساعدة الأكسجين: يشير قطع الأكسجين إلى مستوى كثافة الطاقة النقطية حوالي 106 وات/سم²، وفي هذا الوقت، يتم الاعتماد في إزالة المواد على الأكسجين وتأثير الليزر على المادة، حيث يتم تحقيق تفاعل الاحتراق من خلال الأنابيب من سبيكة النيكل-التيتانيوم لتحقيق الغرض من إزالة المواد.
وفقًا لظروف نوع الليزر المولد، ينقسم قطع الدعامات بالليزر إلى القطع بالليزر بثاني أكسيد الكربون، وقطع الليزر Nd: YAG، وقطع الليزر بالألياف. قطع الليزر بالألياف هو طريقة قطع بالليزر الجديدة التي تم تطويرها في العقود الأخيرة، والتي تتميز بجودة شعاع جيدة وعمر خدمة طويل في البيئة الصناعية، إلخ. ومع ذلك، نظرًا لأن قطع الليزر بالليزر بالألياف هو "حراري" أساسًا، فإن نقل الطاقة للنقطة خلال العملية هو أحد العوامل الرئيسية التي تؤثر على جودة قطع الدعامة. إحدى العوامل الرئيسية التي تؤثر على جودة القطع للدعامات، مثل الشكل 8 لمخطط الليزر النبضي بالألياف.
شكل 8 مخطط توضيحي لقطع الليزر النبضي بالألياف
من ناحية أخرى، يتم تقسيم قطع الدعامات بالليزر وفقًا لاستمرارية الليزر إلى قطع الليزر المستمر وقطع الليزر النبضي. في الوقت الحالي، يتم قطع دعامات الأوعية الدموية بالليزر جميعها بواسطة الليزر النبضي، لأنه بالمقارنة مع الليزر المستمر، هناك فترة زمنية بين شعاعي الليزر المجاورين للليزر النبضي، مما يسهل تصريف النفايات التي تنتج خلال عملية القطع، مما يحسن من أداء القطع للدعامات.
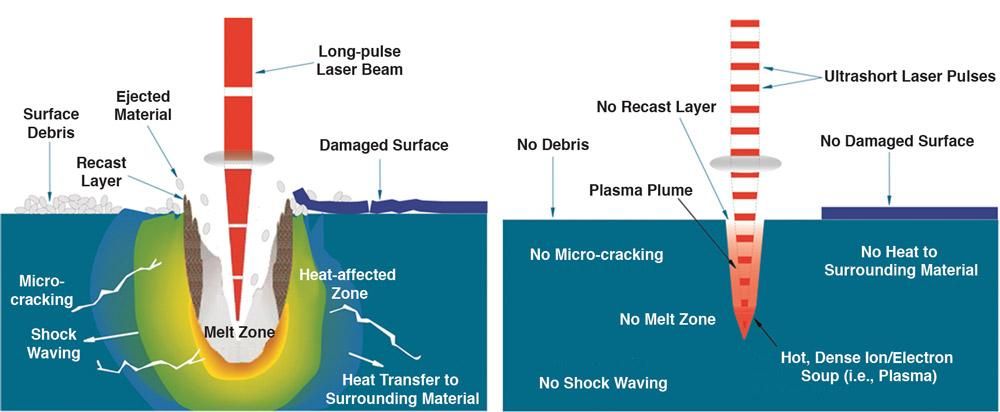
في السنوات الأخيرة، تم تقديم تقنية الليزر فائق القصير (fs)، الذي يولد نبضات ليزر لا تترك آثارًا حرارية على القطعة، مما يعني أن الليزر الفيمتوثان هو عملية تشكيل باردة.
الليزر فائق القصير هو ليزر ذو نبضة فائقة القصر، يُستخدم لمعالجة الدعامات من النيتينول. بفضل عرض النبضة القصير للغاية لليزر الفيمتوثان، الذي يبلغ فقط 10-15 ثانية، يتفاعل الليزر مع المادة في فترة زمنية قصيرة جدًا ويتجنب التشتت الحراري، وبالتالي يتجنب تأثير منطقة الذوبان والمنطقة المتأثرة بالحرارة والموجة التأثيرية والعديد من التأثيرات الأخرى على المادة المحيطة، بالإضافة إلى الضرر الحراري. تلك المزايا تحسن من دقة قطع الليزر. يُظهر المخطط التوضيحي لنظام معالجة الليزر فائق القصير في الشكل 9.
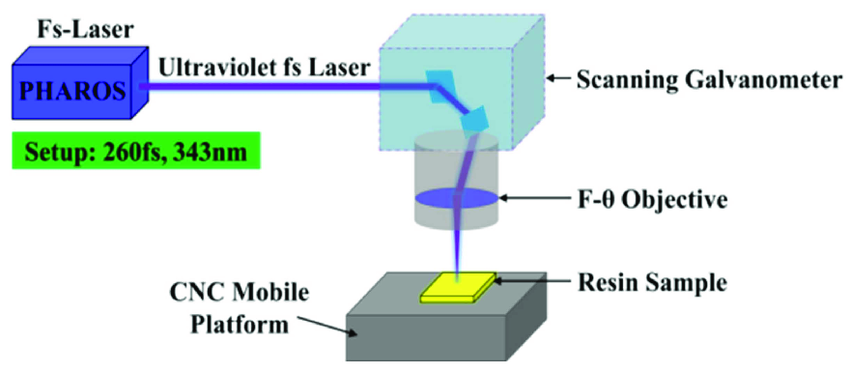
شكل 9 مخطط توضيحي لنظام معالجة الليزر فائق القصير
بعد القطع بالليزر، لا تزال الدعامة في حالة المنتجات شبه المصنعة، وغالبًا ما يكون السطح الداخلي وجانب التماس المقطوع بعد القطع مصحوبًا بالخبث والمنطقة المتأثرة بالحرارة وطبقة إعادة الصب، ويكون التماس المقطوع أكثر تموجًا وخشونة. وعادةً ما تحتاج المنتجات شبه المصنعة إلى المرور بسلسلة من العمليات مثل المعالجة الحرارية، والسفع بالرمل، والتخليل، والتلطيف، والتلطيف والتلميع الكهروكيميائي قبل أن يمكن استخدامها كمنتجات نهائية.
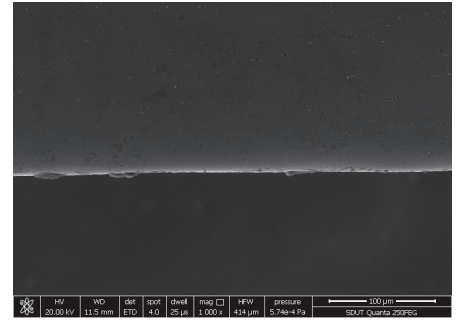
ونظرًا لأن المعالجة بالليزر هي معالجة حرارية، فإنها تتسبب في حدوث تلف حراري لسطح الدعامة وتشكل كمية صغيرة من الخبث وجلد الأكسيد (انظر الشكل 10)، حيث يبلغ متوسط سمك المنطقة المتأثرة بالحرارة وطبقة إعادة الصب حوالي8 ميكرومتر.
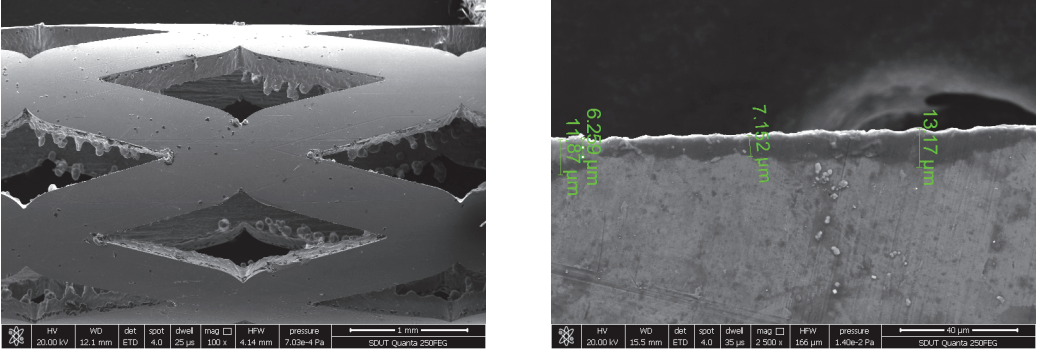
الشكل 10 المورفولوجيا المجهرية للدعامة الوعائية بعد المعالجة بالليزر
يوضح الشكل 11 أ اتجاه التغير في قوة الشد لدعامات سبائك النيتينول التي تم الحصول عليها في ظل ظروف المعالجة الحرارية المختلفة. يمكن أن نلاحظ من الرسم البياني أن الخواص الميكانيكية لدعامات سبائك النيتينول التي تم الحصول عليها من خلال المعالجة الحرارية عند درجة حرارة 400 درجة مئوية و450 درجة مئوية تظهر تقلبات كبيرة مع زيادة وقت المعالجة الحرارية. في المقابل، تُظهر قوة الشد لدعامات سبيكة النيتينول التي تم الحصول عليها تحت درجات حرارة المعالجة الحرارية عند 500 درجة مئوية و550 درجة مئوية اتجاهًا مستقرًا نسبيًا بمرور الوقت. علاوة على ذلك، مع زيادة وقت المعالجة الحرارية، تتناقص تدريجيًا قوة الشد لدعامات النيتينول مع زيادة وقت المعالجة الحرارية.
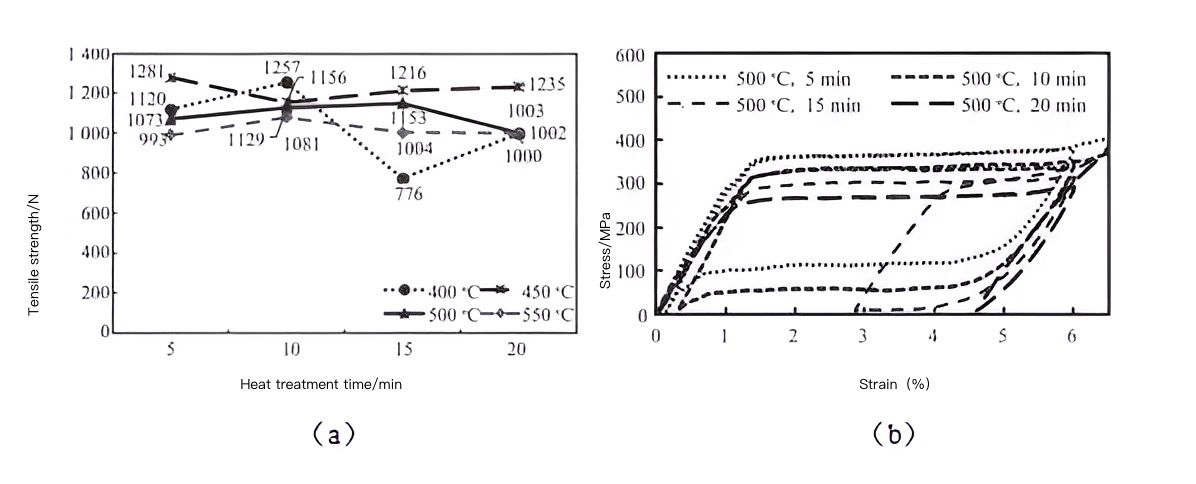
الشكل 11 قوة الشد لأسلاك النيكل-التيتانيوم مع عمليات المعالجة الحرارية المختلفة
من خلال تحليل منحنيات الإجهاد-الإجهاد لسبائك النيتينول تحت ظروف معالجة حرارية مختلفة عند 500 درجة مئوية و550 درجة مئوية (كما هو موضح في الشكلين 11 ب و12)، يمكن استخلاص معلمات مختلفة مثل إجهادات الهضبة العلوية والسفلية، والإجهاد المتبقي، والطاقة المخزنة المرنة، وكفاءة الطاقة المخزنة المرنة. من الشكلين 11 و12، يمكن ملاحظة أن العينات ذات أزمنة المعالجة الحرارية لمدة 5 دقائق و10 دقائق تُظهر إجهادات هضبة علوية وسفلية واضحة، مع الحد الأدنى من الإجهاد المتبقي، مما يشير إلى تحول الطور المارتنسيتي والتحول العكسي، وبالتالي إظهار مرونة فائقة غير خطية مستقرة. ومع ذلك، ما بين 10 دقائق و20 دقيقة، هناك زيادة مفاجئة في الإجهاد المتبقي مع تمديد وقت الإعداد الحراري. يشير هذا إلى أن درجات الحرارة المرتفعة للمعالجة الحرارية وأوقات المعالجة الأطول يمكن أن تؤثر إلى حد ما على الخواص الميكانيكية لدعامات سبائك النيتينول.
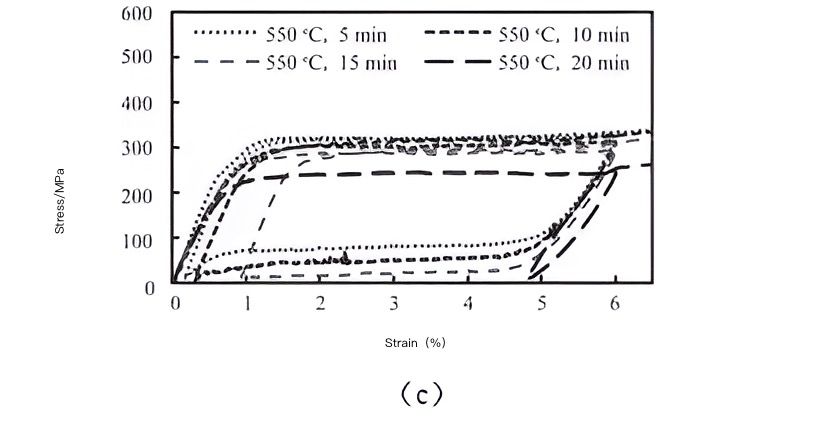
الشكل 12 منحنى الإجهاد والانفعال عند درجة حرارة 550 درجة مئوية
يعد السفع الرملي طريقة فعالة لإزالة الأوساخ والأكاسيد والصدأ والنتوءات وغيرها من العيوب السطحية من أسطح الدعامات، مما يضمن أن تكون ناعمة وخالية من العيوب لتطبيقات الطلاء أو المعالجة اللاحقة. بعد عملية السفع الرملي بأكسيد الألومنيوم، هناك العديد من المزايا لعملية السفع بالخرز الزجاجي اللاحقة: فهي تسمح بتحقيق أنصاف أقطار في زوايا القطر الخارجي والداخلي مع الحاجة إلى الحد الأدنى من إزالة المواد الإضافية. يمكن التحكم في حجم أنصاف الأقطار بفعالية حيث يعتمد ذلك على حجم وسرعة حبات الزجاج. يتيح ذلك التحكم الدقيق في مناطق الدعامة ذات أنصاف أقطار إضافية.
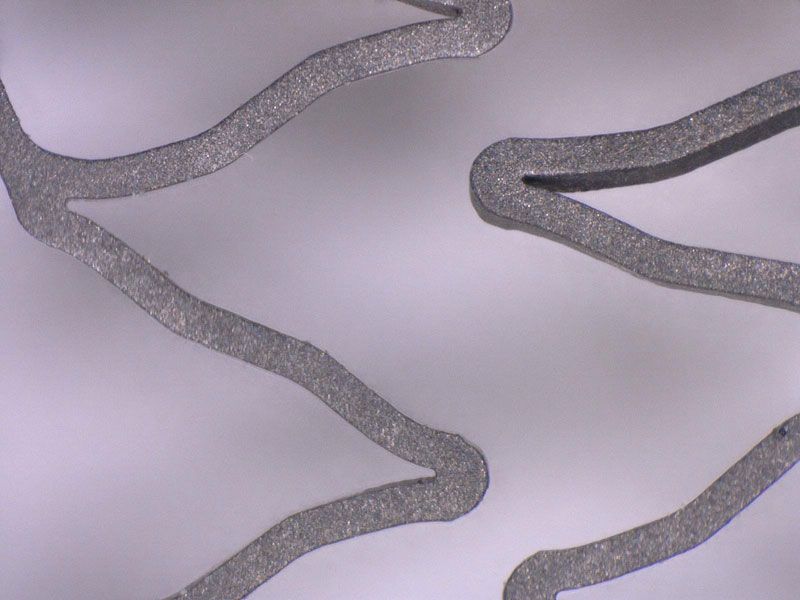
الشكل 13 سطح الدعامة غير المصقول
الشكل 14 أسطح الدعامة المعالجة بالرمل
تساهم المعالجة الميكانيكية للأسطح في إطالة عمر الدعامات. عادةً ما تستخدم المواد الكاشطة ذات الحبيبات الزجاجية في تطبيقات السفع بالخردق التي تتطلب تفاوتات صارمة. لا يؤدي تفجير أسطح الدعامات بالخرز الزجاجي إلى إزالة أي مواد أو يزيل كميات ضئيلة. يعد حجم الخرز الزجاجي أمرًا بالغ الأهمية، حيث يكون للخرز الزجاجي حواف أكبر حجمًا وحوافًا أكثر استدارة. تتوفر عادةً ثلاثة أحجام من الخرز الزجاجي: 35 و50 و100. ينتج عن اختبار العينات مع كل حجم من الخرز الزجاجي نتائج مطابقة.
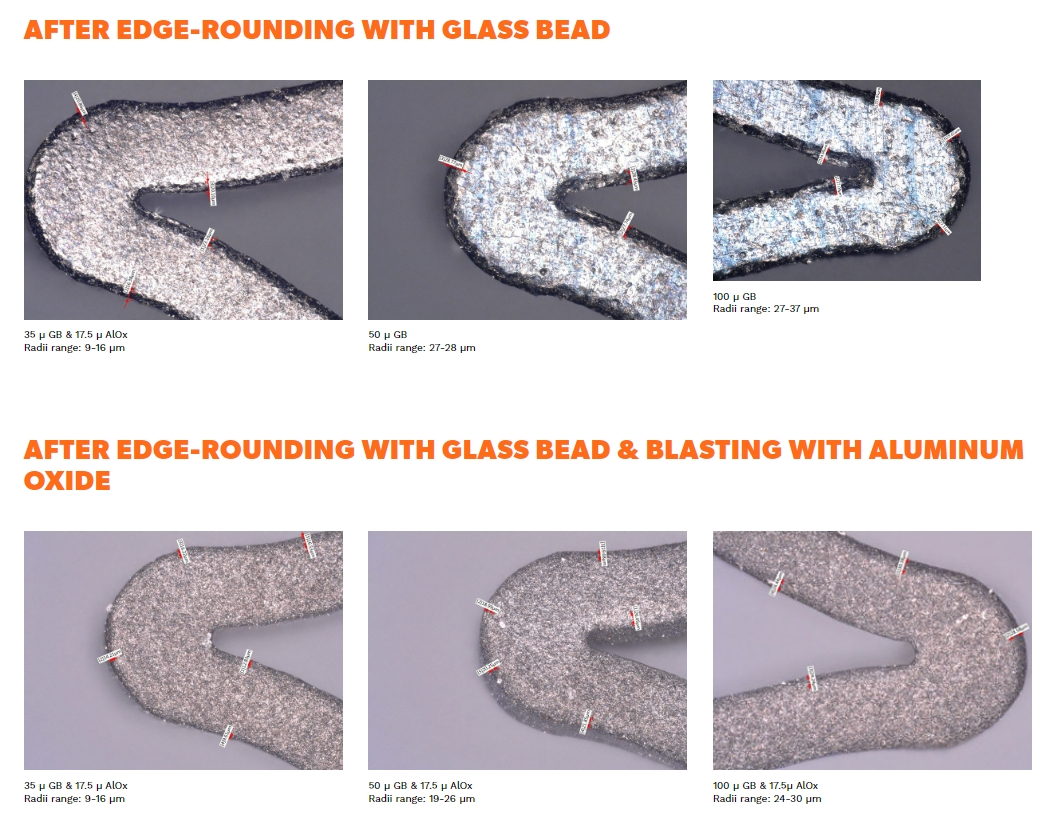
الشكل 15 تفجير حبة الزجاج
أثناء إنتاج ومعالجة الدعامات الوعائية المصنوعة من النيتينول، يلزم إجراء نقش بالليزر على الأنبوب، مما يؤدي إلى توليد طبقة أكسيد أسود وبقايا منصهرة على سطحها، مما يؤثر على نعومة سطح الدعامة. سيؤدي هذا الخبث المنصهر والطبقة المؤكسدة إلى تحفيز تضخم بطانة الأوعية الدموية بعد زرع الدعامة الوعائية في جسم الإنسان، مما يزيد من خطر الإصابة بتضيق الشرايين، لذلك من الضروري الغسل الحمضي لإزالة الطبقة المؤكسدة والحطام من سطح الدعامة بعد تشكيل الدعامة.
ومع ذلك، فإن عملية إزالة الجلد المؤكسد من دعامة الأوعية الدموية المصنوعة من سبيكة Ni-Ti عن طريق التخليل سوف تتسبب في "التقصف الهيدروجيني" للمادة، وكلما طال وقت التخليل، زاد الضرر الذي يلحق بالمادة، لذلك من الضروري التحكم بشكل معقول في وقت التخليل، مثل الشكل 16 الذي يمكن أن نرى منه أنه كلما زاد وقت التخليل، كلما انخفض قطر القطر الفعلي، وانخفضت قوة الشد الكاسرة، وانخفضت القوة قليلاً، وانخفض عدد مرات إجهاد الانحناء. لذلك، فإن وقت التخليل طويل جدًا سيؤدي إلى جعل اللدونة المادية وتدهور المتانة، عندما يكون وقت التخليل أكثر من ساعتين بعد التخليل الذي يكون التخليل أكثر من اللازم.
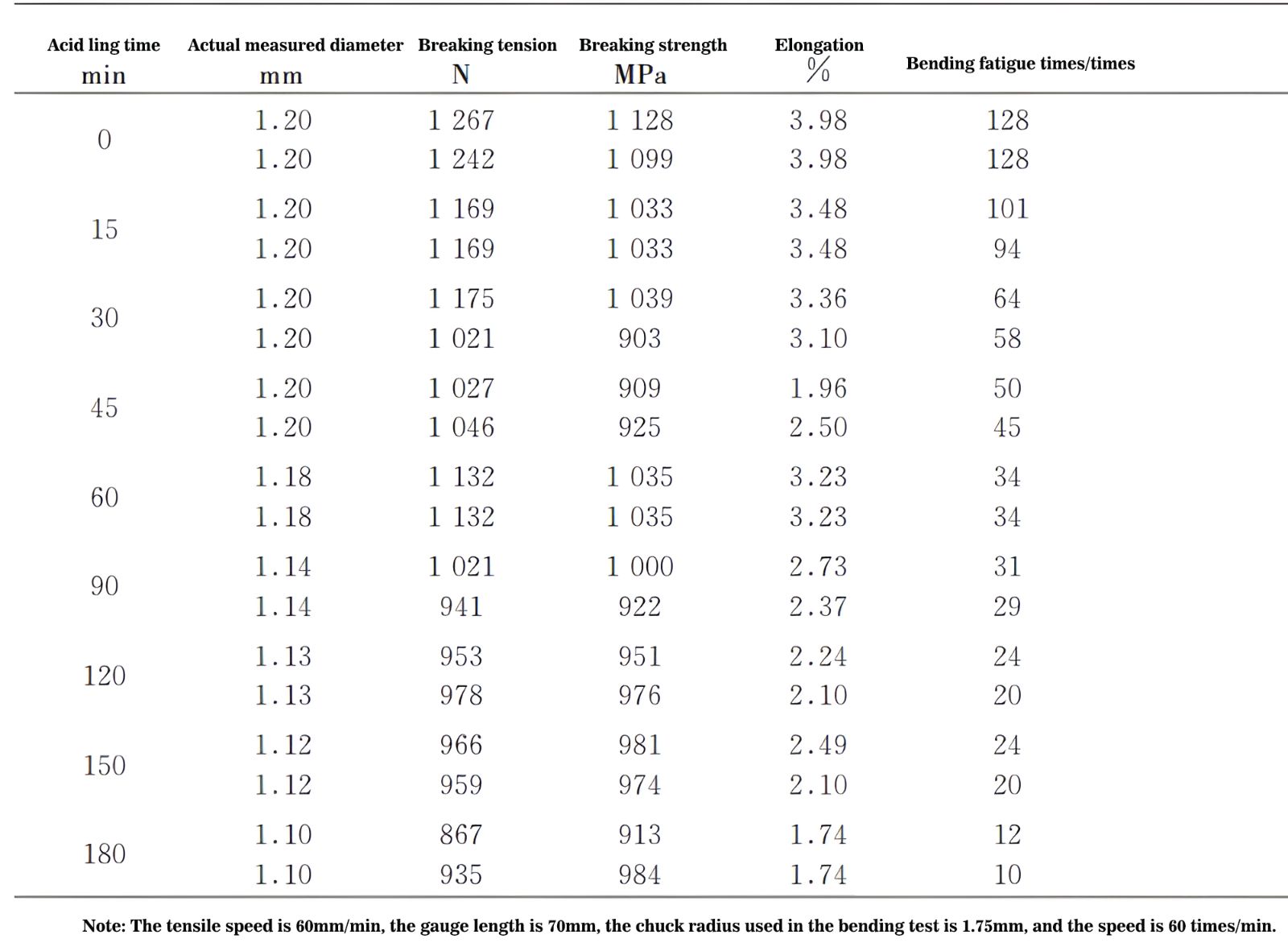
الشكل 16 قيم الخواص الميكانيكية لسبائك Ni-Ti مع أوقات تخليل مختلفة
تتسم دعامة النيكل-تيتانيوم بعد القطع بالليزر بخشونة عالية، مما ينتج عنه مقاومة أكبر لتدفق الدم فيها بعد زراعتها في جسم الإنسان، مما يؤدي إلى تكوين الجلطة. ولذلك، تصبح المعالجة السطحية لدعامات Ni-Ti لتحسين خصائص سطحها هي المفتاح لإعداد الدعامات المصنوعة من السبائك الطبية.
يتم إجراء المعالجة السطحية لسبائك Ni-Ti بشكل عام في الصناعة من خلال الجمع بين التلميع الميكانيكي والتلميع الكيميائي، ولكن كفاءة التلميع الميكانيكي والتلميع الكيميائي منخفضة، والعملية مرهقة، ومن السهل بشكل خاص إتلاف البنية الخاصة للمواد الشبيهة بالدعامات، لذلك عادةً ما تُستخدم تقنية التلميع الإلكتروليتي كوسيلة رئيسية للمعالجة في المعالجة السطحية لدعامات سبائك Ni-Ti.
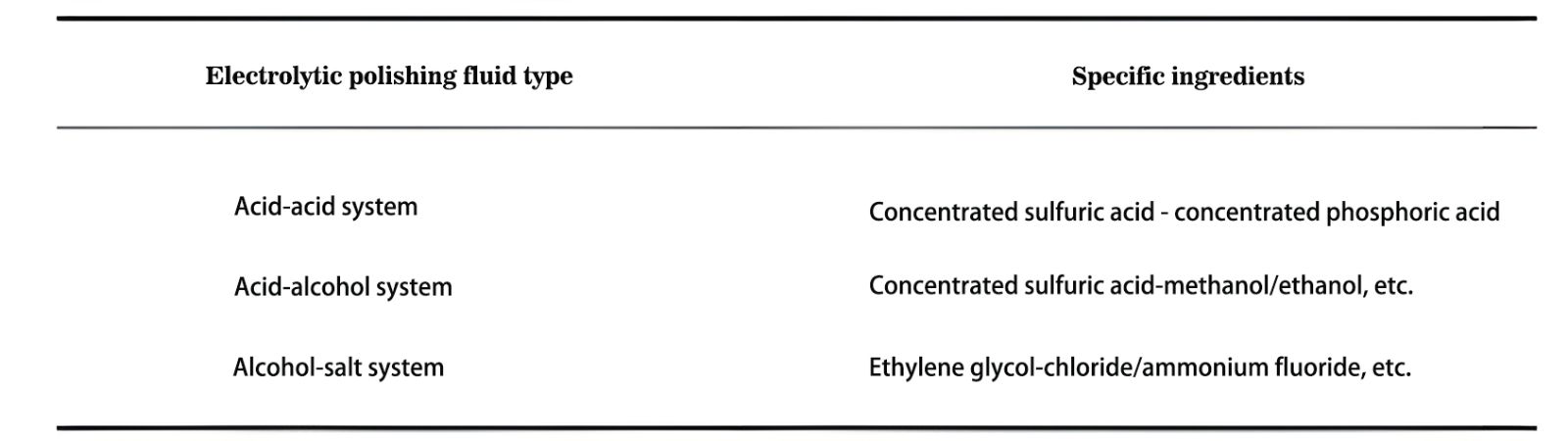
الشكل 17 أنواع محلول التلميع الكهربائي الأساسي وتكوينه
النظام الحمضي - الحمضي، من السهل أن يشكل حمض الفوسفوريك المركز طبقة من الطبقة اللزجة على سطح العينة، مما يحسن من تأثير التلميع الإلكتروليتي، في حين أن حمض الكبريتيك المركز له مادة تآكل قوية، وعملية التلميع تزيل الشوائب على سطح العينة والغشاء المؤكسد بشكل فعال، وتعزز التوصيل الكهربائي. ويُستخدم هذا النظام الحمضي المزدوج بشكل أكثر شيوعًا في الصين.
وقد اقترحت بابيلاس ودول أجنبية أخرى أيضًا استخدام نفس نظام الحمض المزدوج في تلميع العينات، والحصول على سطح متجانس نسبيًا ومقاوم للتآكل. وتكمن الميزة في قدرة الحمض القوية على التآكل، والتي يمكنها تحسين حالة سطح السبيكة بسرعة وتحسين كفاءة التلميع.
ومع ذلك، يرجع ذلك أيضًا إلى أن حمض الكبريتيك المركز وحمض الفوسفوريك المركز لهما خصائص تآكل قوية، لذلك في التلميع الإلكتروليتي للسبائك، تكون حالة سطح السبيكة عرضة لتأثير الخصائص المسببة للتآكل للحمض القوي، مما يؤدي إلى عدم استقرار تأثير التلميع. إذا لم يكن التحكم في وقت التلميع جيدًا، فمن السهل أيضًا أن تظهر حالة الإفراط في الرمي الزائد، كما أن عناصر P، S ستسبب أيضًا تلوثًا للبيئة.
لذا وجد تطبيق Hryniewicz لحامض الفسفوريك المركز على المعالجة السطحية لعينات الأكسدة الأنودية أنه أثناء الصقل الإلكتروليتي تم إجراء محاولات لدمج المحاليل الكحولية ذات القدرة العالية نسبيًا على تثبيط التآكل. نتج عن ذلك نظام محلول الصقل الإلكتروليتي القائم على الحمض والكحول.
يستخدم النظام الحمضي-الكحولي عمومًا إلكتروليت غير مائي وكحوليات كمذيبات عضوية ممزوجة بحمض قوي في محلول التلميع الإلكتروليتي. مناسب لإضافة كمية صغيرة من المواد المضافة. وتتمثل ميزة محلول التلميع الإلكتروليتي هذا في أن الحمض القوي له خصائص تآكل قوية، ولزوجة الكحول عالية جدًا، في عملية التلميع الإلكتروليتي، يمكن أن تعزز بشكل فعال تثبيط التآكل.
بالنسبة لسبائك التيتانيوم، وهي مادة معدنية ذات موصلية منخفضة، يمكن أن يوفر تثبيط التآكل وقتًا كافيًا لدخولها في المحلول وتشكيل طبقة لزجة أخرى، والتي يمكن أن تقلل من خشونة سطح العينة المصقولة في ظل ظروف التوصيل.
نظرًا لأن الأحماض القوية شديدة التآكل، والأحماض القوية مثل حمض البيركلوريك وحمض النيتريك والأحماض القوية الأخرى عرضة للانفجارات أيضًا، مما يجلب مخاطر كبيرة على سلامة المشغل، وفي الوقت نفسه عرضة للتلوث البيئي. في ظل هذه الفرضية، اقترح بعض العلماء الأجانب استخدام الكحول والأملاح القابلة للذوبان المكونة من محلول التلميع الكهربائي الدافئ.
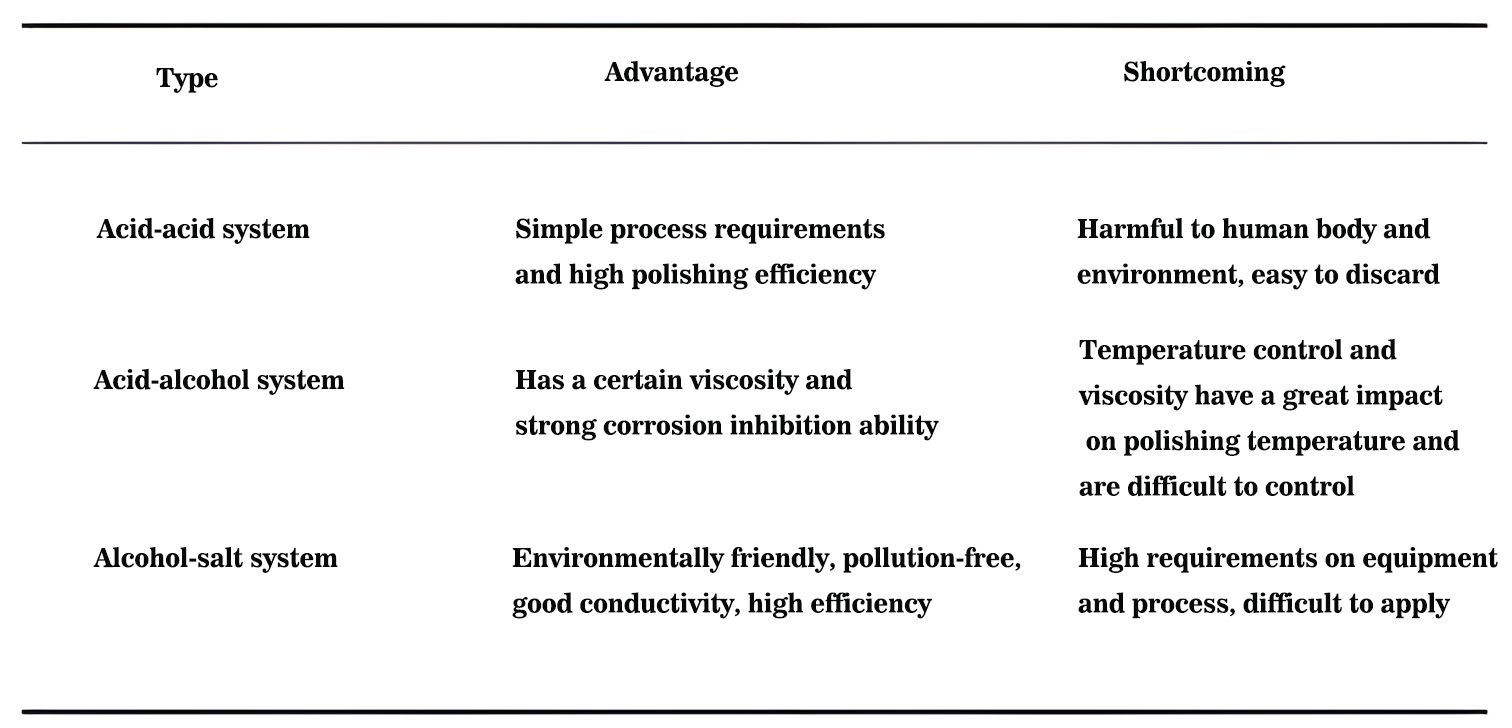
الشكل 18 مقارنة بين مزايا وعيوب ثلاثة أنظمة سوائل تلميع كهروكيميائية
توجد 3 أنواع من محاليل التلميع الكهروكيميائية لسبائك Ni-Ti: الحمضية والقلوية والمتعادلة، ومن بينها محلول التلميع الحمضي الذي يتمتع بأفضل تأثير تلميع.
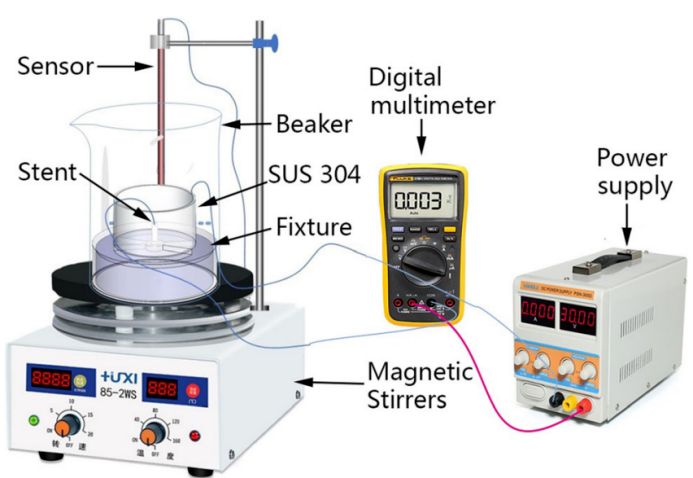
الشكل 19 رسم تخطيطي للجهاز الرئيسي لحامل القلب والأوعية الدموية للتلميع الكهروكيميائي
أولاً، تم تنظيف خليط من حمض الهيدروفلوريك وحمض الهيدروكلوريك وحمض النيتريك والماء بنسبة حجم 5:10:35:10 بالموجات فوق الصوتية لمدة 30 ثانية، ثم تم استخدام الماء منزوع الأيونات والأسيتون لتنظيف الدعامة لمدة دقيقتين بالتناوب، وتم تجفيفها للاستخدام.
بعد المعالجة المذكورة أعلاه، كانت خشونة السطح Ra للدعامة الوعائية حوالي 1.3 ميكرومتر. تم استخدام أنبوب من الفولاذ المقاوم للصدأ 304 ككاثود للتلميع الكهروكيميائي، بقطر داخلي يبلغ 32.6 مم، وسمك جدار يبلغ 1 مم وطول 16 مم.
كانت ظروف عملية التلميع الكهروكيميائي كما يلي: درجة الحرارة 15 درجة مئوية، وكثافة التيار 0.7 أمبير/سم²، وتباعد الأقطاب 15 مم، والوقت 20 ثانية (حمض الميثانول-حمض الكلوريك) أو 90 ثانية (حمض الخليك الجليدي-حمض الكلوريك).

الشكل 20 مظهر الدعامات الوعائية قبل (أ) وبعد (ب) التلميع
الشكل 21 التشكل المجهري للدعامات الوعائية بعد التلميع
كما يتضح من الشكل 20 والشكل 21، بالمقارنة مع الدعامة الوعائية قبل التلميع، تم تحسين سطوع سطح الدعامة الوعائية ولم تكن هناك عيوب واضحة مثل النتوءات على السطح، واختفت المنطقة المتأثرة بالحرارة وطبقة إعادة الصبّ، مما أدى إلى تحسين أداء الدعامة الوعائية.